各鋼材の穴あけ加工のポイント|多種多様な鋼材に高精度な穴あけ加工ができる当社の加工体制
 Warning: Undefined variable $column_title in /home/xs732497/kajigi.jp/public_html/cms/wp-content/themes/kajigi/single-column.php on line 25
Warning: Undefined variable $column_title in /home/xs732497/kajigi.jp/public_html/cms/wp-content/themes/kajigi/single-column.php on line 25">
機械装置のベースプレートやフレーム、架台、ガイドレールなどの製作において、鋼材への穴あけ加工は欠かせない工程です。一方で、鋼材の穴あけは「材質」「形状」「長さ」によって最適な加工方法や難易度が大きく異なり、特に長尺品ではピッチ精度や反りの管理が品質を左右します。
本記事では、SS材・S45C・ステンレス・特殊鋼・アルミ・真鍮といった各種鋼材の穴あけ加工のポイントと、長尺加工における注意点、そして当社の加工体制についてご紹介します。
当社が手掛けるその他の長尺加工については、下記の記事をご覧ください。
鋼材の穴あけ加工とは
鋼材の穴あけ加工とは、鋼板や形鋼、パイプ材などの鋼材に対して、ボルト固定や部品組付け、配管・配線などの目的でドリルやエンドミル、レーザー加工機などを用いて穴を加工する工程です。穴の種類としては、貫通穴(丸穴)、止まり穴、タップ穴、ザグリ穴、長穴・異形穴など多岐にわたり、用途や設計図に応じて使い分けられます。
穴あけ加工は単純な工程に見えますが、鋼材の材質や板厚、形状、求められる精度によって最適な加工方法が異なります。特に長尺品の穴あけでは、ワークの自重によるたわみや、加工中の振動、熱影響による寸法変化など、短尺品にはない難しさが生じます。長尺ベースや長尺レールなど、全長にわたって正確な穴ピッチが求められる部品では、設備の能力と加工技術の両方が品質を左右します。
各材質の穴あけ加工のポイント
SSの穴あけ加工
SS材は一般構造用圧延鋼材として最も広く使用される鋼材で、ベースプレートや架台、フレーム類の製作で多用されます。比較的加工性が良く、穴あけにおいても標準的な工具・切削条件で対応可能ですが、長尺品では加工熱による反りが発生しやすいため、切削油による温度管理と固定方法の工夫が重要になります。
また、SS材は内部応力のばらつきが残っている場合があり、長尺ベースなどで多数の穴を加工した際に、応力解放による反りが顕在化することがあります。前工程からの応力管理と、加工順序の最適化が品質確保のポイントです。
S45Cの穴あけ加工
S45Cは機械構造用炭素鋼として、シャフトやギアなど強度が求められる部品に使用されます。SS材と比べて硬度が高く、加工時には工具摩耗が進みやすいため、適切な工具材種の選定と切削条件の管理が必要です。
特にタップ加工やザグリ加工では、工具の切れ味が穴の品質に直結します。長尺のS45Cシャフトやプレートに対する穴あけでは、加工熱による寸法変化と工具寿命のバランスを考慮した加工計画が求められます。
ステンレスの穴あけ加工
ステンレスは耐食性に優れる一方、熱伝導率が低く加工熱がワークと工具に滞留しやすいため、穴あけ加工では難材料に分類されます。切削抵抗が高く、加工硬化も起こりやすいため、切削速度・送り・切削油の管理が品質を大きく左右します。
長尺のステンレス加工では、加工熱による寸法変化が形状全体に影響しやすいため、切削油を用いた厳格な温度管理と加工後の歪み取りが欠かせません。また、丸穴だけでなく、ベースやフレームの組付け時の位置調整に必要な長穴加工にも対応が求められるケースが多くありますが、長尺のステンレス材に対する長穴加工は、加工熱と切削抵抗の両面から難易度が高い加工となります。
当社では、立形マシニングセンタの高い剛性と安定性を活かし、複数工程や治具の再セットを最小限に抑えることで、長尺ステンレス品でも歪みや反りを抑制した高精度な穴あけ加工が可能です。丸穴・タップ穴に加え、長穴・異形穴といった多様な穴形状にも対応しており、長尺ステンレス品の各種穴加工を一括でご相談いただけます。
>>【関連コラム】ステンレスの長尺加工で発生するトラブルと対策
特殊鋼(HARDOX・エバーハードなど)の穴あけ加工
HARDOXやエバーハードに代表される特殊鋼(耐摩耗鋼)は、土木機械や産業機械の摩耗部品、シュート、ライナープレートなどに使用される高硬度材です。一般的な鋼材と比べて硬度が非常に高く、通常のドリル工具では穴あけが困難なため、専用の超硬工具や加工条件の選定が必要になります。
特殊鋼は工具摩耗が早く、加工時の発熱も大きいため、加工ノウハウを持つ業者でないと対応が難しい材質です。
当社では、特殊鋼の在庫保有を豊富に備えており、HARDOXやエバーハードなどへの穴あけ・タップ加工にも対応可能です。
アルミの穴あけ加工
アルミは軽量で加工性に優れる一方、熱膨張係数が大きく、加工熱による寸法変化が発生しやすい材質です。柔らかいためバリが発生しやすく、切削条件によっては工具に切粉が溶着するトラブルも起こります。
長尺のアルミ部材では、加工熱による全長の寸法変化や反りに対する対策が重要です。当社の最長6m対応の立形マシニングセンタを使用すれば、ワンチャッキングで一気に加工が可能なため、つなぎ目の段差や全長にわたるピッチのズレを防ぎ、長尺アルミ部品でも高精度な仕上がりを実現します。
真鍮の穴あけ加工
真鍮は銅と亜鉛の合金で、電気・電子部品、装飾部品、装置の摺動部品などに使用されます。被削性が良好で穴あけ加工自体は比較的容易ですが、軟質であるためバリが残りやすく、仕上げ品質を確保するためには工具選定と切削条件の管理が必要です。
また、銅系材料は熱伝導率が高いため、工具側への熱の逃げが大きく、長尺品でも安定した加工が可能ですが、ワーク固定時の傷つきや変形には注意が必要です。
当社の鋼材の穴あけ加工における特徴・加工体制
ロット・精度に応じてレーザー・マシニング・ボール盤から最適な工法を選定
当社では、ロット数や精度要件、材質、形状に応じて、レーザー加工・マシニングセンタ・ボール盤などから最適な工法を選定し、高効率かつ高精度な穴あけ加工を実現しています。
特に、長尺品や高精度なピッチ間隔が求められる部品では、武田機械製「TK20S-3000MV-5」をはじめとする立形マシニングセンタを活用し、最長6mまでの長尺品をワンチャッキングで加工することが可能です。ワークをずらしながら加工する必要がないため、つなぎ目の段差や全長にわたるピッチのズレが発生せず、長尺ベースや長尺レールなど、全長にわたる正確な穴ピッチ精度が求められる部品でも高精度な仕上がりを実現します。マシンバイス8台によりバイスのピッチを細かく設定できるため、ワーク自体の自重によるたわみを最小限に抑え、反りが発生する場合でもワークをプレスして反りの発生を抑制することが可能です。
また、SS材・S45C・ステンレスといった一般的な鋼材に加え、HARDOX・エバーハードといった特殊鋼、アルミ、真鍮まで自社で在庫保有しており、材料手配のリードタイムを省いてスピーディに加工へ移行できる即納体制を整えています。
当社では、以下の幅広い材質の鋼材への穴あけ加工に対応しています。
| 対応可能材質 | 主な用途・特徴 |
| SS(SS400など) | 一般構造用鋼。ベース・架台・フレーム等で多用 |
| S45C | 機械構造用炭素鋼。強度が求められる部品向け |
| ステンレス(SUS304など) | 耐食性が求められる部品。難加工材 |
| 特殊鋼(HARDOX・エバーハードなど) | 耐摩耗用途。高硬度・難加工材 |
| アルミ | 軽量化用途。熱膨張への対策が必要 |
| 真鍮 | 電気・電子部品、装飾部品など |
チャンネル・アングル・H鋼への異形穴・楕円穴加工に対応可能
平板(プレート)への穴あけだけでなく、チャンネル鋼・アングル鋼・H形鋼・角パイプといった形鋼・パイプ材への穴あけ加工にも幅広く対応しています。立体的な形状を持つ鋼材に対しても、立形マシニングセンタや3次元レーザー加工機を駆使することで、丸穴だけでなく、長穴・異形穴・楕円穴といった通常のドリル加工では難しい形状にも高精度に対応可能です。
3次元レーザー加工機の活用により、パイプの穴あけ加工においてもQCD(品質・コスト・納期)の向上を実現しており、架台やフレームの組立に必要な調整穴も、お客様の設計に合わせて自由な形状で加工することが可能です。
穴あけから複合加工の一貫対応
当社では、丸穴の穴あけ加工だけでなく、タップ穴加工や面取り加工、ザグリ加工といった複合的な加工まで一貫して対応できる体制を整えています。ATC(自動工具交換装置)により、複数種類の穴加工を自動で連続処理できるため、工具交換による段取り時間を削減し、リードタイムの短縮にも貢献します。
さらに、材料選定から切断、穴あけ、溶接、組立までを自社内で完結できるため、工程間の段取り替えや外注管理の手間を削減し、納期短縮と品質の一貫性を両立しています。
当社の長尺鋼材の穴あけ加工事例のご紹介
架台部品(長尺)

こちらは、SS材のH形鋼を使用した架台部品の加工事例です。
本事例では、H形鋼に対し切断加工に加え、各種穴加工(φ7穴、φ18穴、φ14×16.5mmの長穴)を実施しました。全長約4mの長尺ワークでしたが、当社保有の立形マシニングセンタを活用し、位置ズレのない高精度な穴加工を実現しています。
当社では、長尺物の加工やマシニングセンタによる高精度な穴あけ加工を強みとしており、設備を活かした柔軟な対応が可能です。長尺ワークの加工でお困りの際は、お気軽にご相談ください。
>>詳細はこちら
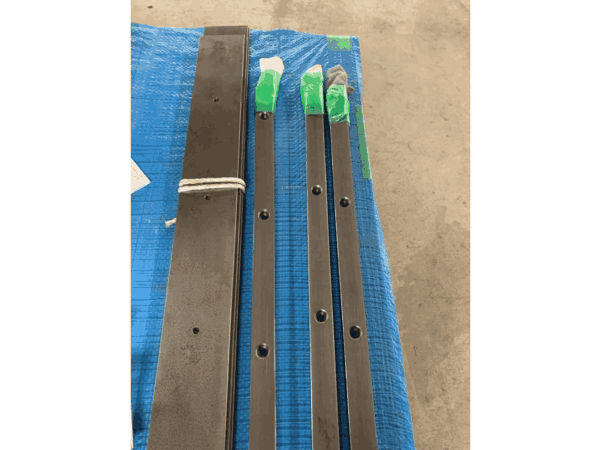
レール(長尺)

こちらは、コンベア業界で使用されるレールの加工事例です。
本事例では、SS材のフラットバーに9箇所のザグリ加工を実施しました。加えて、先端部は板厚16mmから11mmへ変化する斜め形状の切削加工を行い、穴あけ加工と組み合わせることで、図面通りの寸法・形状を高精度に再現しています。
当社では、平鋼の穴あけ加工をはじめ、チャンネル鋼・アングル鋼・H形鋼など各種形鋼の加工にも対応可能です。異形穴や楕円穴などの複雑な加工形状についても、お気軽にご相談ください。
鋼材の穴あけ加工は株式会社鍛冶儀にお任せください
今回は、各鋼材の穴あけ加工のポイントと、長尺品における加工課題、当社の加工体制についてご紹介しました。
株式会社鍛冶儀では、最大6mまでの長尺品の加工に加え、SS材・S45C・ステンレス・特殊鋼・アルミ・真鍮といった多種多様な鋼材に対応した高精度な穴あけ加工が可能です。他社では断られるような長尺物や、高精度なピッチ間隔が求められる製品でも、当社なら一貫対応が可能です。鋼材の穴あけ加工でお困りの方は、お気軽に当社にご相談ください。